

By DCS partner Gili Omri, TES Rnd and ASME Certified expert in GD&T

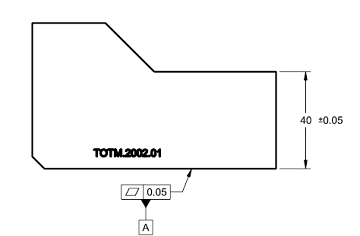
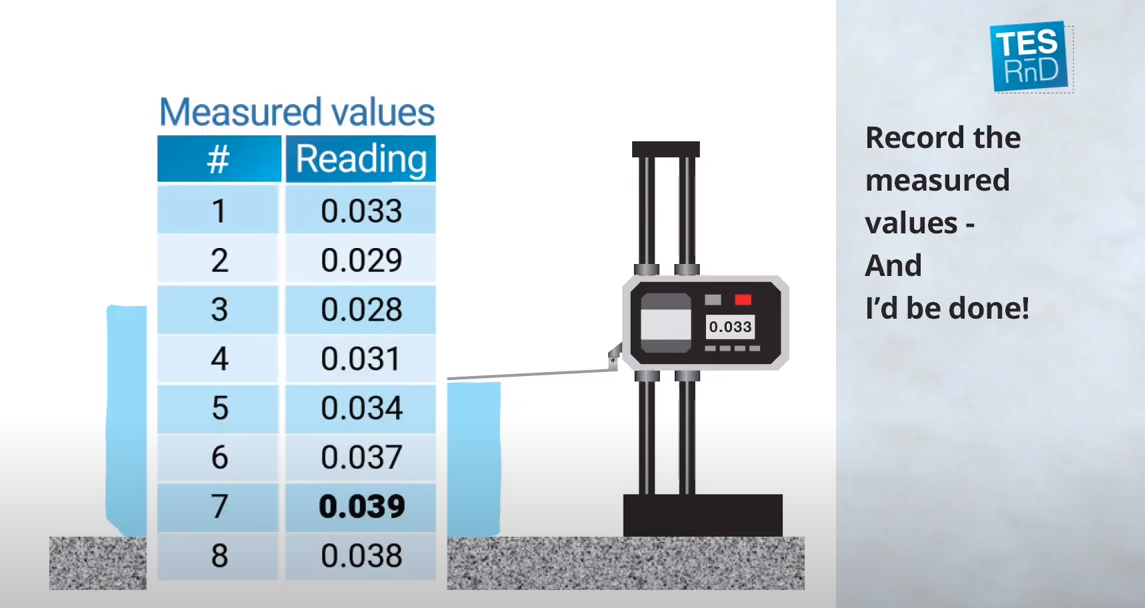
Plus/Minus inspection he said is simple:
Is the meteorologist correct?
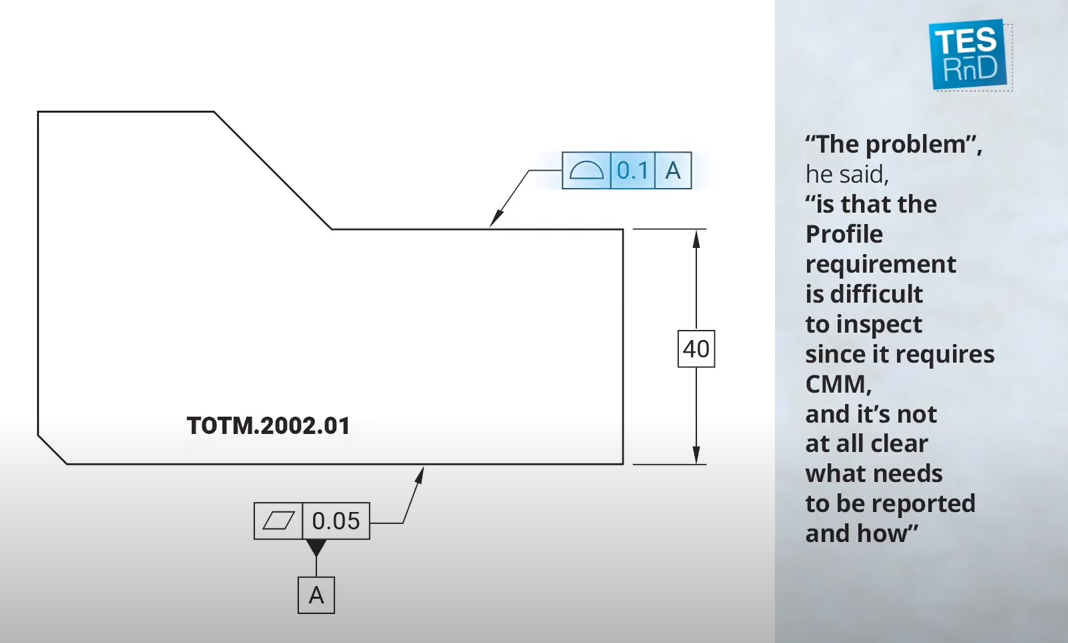
Is Profile a complicated requirement?
Let’s take a closer look, but standard wise:
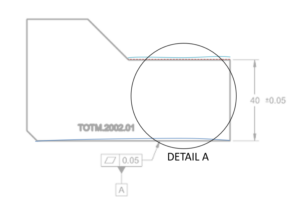



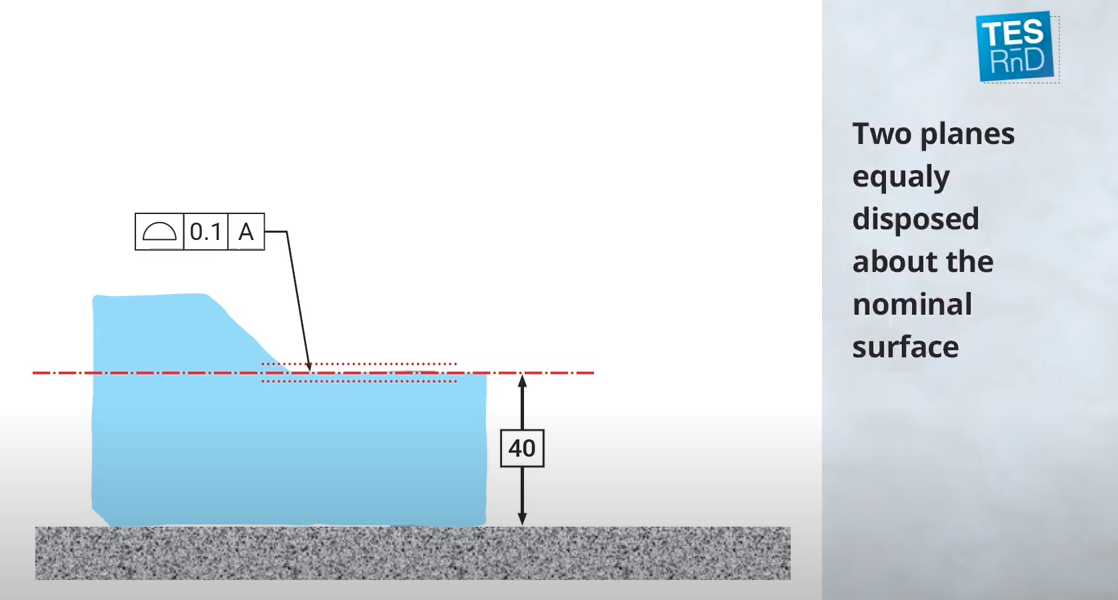
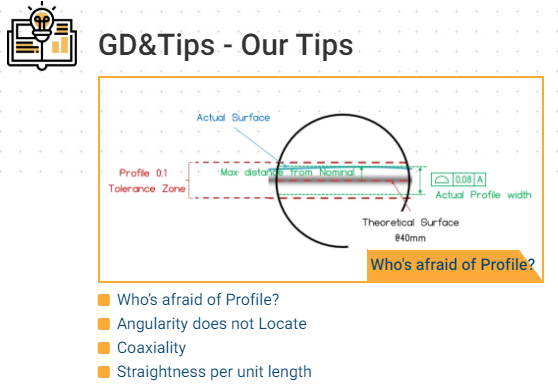
The Profile value, to be reported is the width of the actual tolerance zone, e.g. the maximum distance from the Nominal location Relative to the Measurement Plate X 2.
So, to sum it up, the meteorologist was badly informed, in this case Profile measurement is what he had in mind.
Even if we did something “a thousand times ”and “everyone” understands what it means,
it may be common and accepted,
But still nothing more them “Tribal Knowledge”
Geometric Tolerances are a tool to define Geometric Functional Requirements
State Standard & Revision to assure proper Decoding
Write to get it Right
https://www.tes-rnd.com/en/gdtips-2/
Gili Omri, Founder & CTO at TES-RnD.

https://www.linkedin.com/in/giliomri/
Expert in GD&T, holder of ASME (American Society of Mechanical Engineering) certification at its highest level, Senior GDTP -S.
Delegate of Israel in the ISO committee that deals with the GPS standard (specifications and validation).
Technical expert in the ISO TC213/WG18 GD&T working group. Mechanical engineer with years of real-world Mechanical R&D experience.
I provide GD&T training and consulting to companies in wide array of fields such as Aerospace, Defense, Medical devises, Semiconductors, etc…
GD&T (ASME) and GPS (ISO) training and consulting focus on functional constraints and the interdependent relationship between design, production and quality. The training has proven its effectiveness and is delivered to small, medium, large international companies.
Promoting Variation Analysis software to mitigate non-compliance, assembly issues, and similar risks as well as product and process optimization upfront.
Expert in utilizing light-weight material (composite materials, magnesium) solutions, and design optimization.


North American Innovation Center
28064 Center Oaks Ct A, Wixom, MI 48393
Call us: +1 (248) 504 6200


No Comments Yet
Let us know what you think