
Planning is key. Of course, as we all know, having a correct Bill of Materials (BoM), Process Plan, Measurement Plan and Part Drawings with GD&T are integral to a smooth Holiday Life Cycle (HLM).
Necessary disclaimer: this article is just for fun, and does not represent the views or opinions of DCS, nor is it an accurate representation of the author, so please do not get mad at him.
Thanksgiving is a big event. When the family visits, it is important to have everything ready ahead of time. It doesn't do anyone any good to grab that bird last minute when it will take at least 6 hours to cook, unless the restaurant down the street is still open. For more information on that, see Appendix B.
Therefore, clear objectives were determined to be met with a concise action plan to deliver a high quality product to the customer. The goal of course is a zero defect process with controlled variation by building a robust design. No problem, right?
Okay, let's take a look at the objectives.
Build Objectives:
Therefore, a process was set for creating the highest quality product possible:
The BoM is very important to a high quality Thanksgiving dinner. Afterall, without the correct ingredients, there can't be a meal at all! (marketing's exclamation point for emphasis. Marketing loves exclamation points)
Called by the significant other, erroneously I might add, a shopping list, the BoM needs to include the key components for the final assembly. Strict adherence to proper part #'s is important for accurate tracking and measuring in the post-production environment. See Figure 1 for the THANKSGIVING BoM.

With the BoM complete, we can proceed to a Process Plan.
When production begins, we need to have the workstations assigned, and placed accordingly. With proper cycle times listed, we can determine the production time from beginning to end. This will help determine the schedule so a delivery time can be established.

STATION 1: Cooking Station
All food is be prepared and cooked at STATION 1
STATION 2: Checking Station
Samples are to be checked by Quality Professionals (YUM! [marketing]) at STATION 2 to verify quality levels before being sent to the OEM (dining table) for final assembly.
STATION 3: OEM
Products are to be put into the final assembly for use by customer.
At a 10 hour cycle time for production, a start time should be set for 9:00 AM with an assumed delivery time of 7:00 PM. Due to variance in individual station time, and accounting for workstation user error, a 2 hour cushion should be built into the delivery schedule. Therefore, an effective start time of 7:00 AM is more realistic.
A turkey takes time to produce (cook), and therefore, all variation that may cause a non-conformance issue needs to be accounted for. There is no room for error with the turkey, as a new one cannot be quickly produced, and using Functional Build rework causes additional build time and may produce additional dimensional and material defects (don't burn it...).

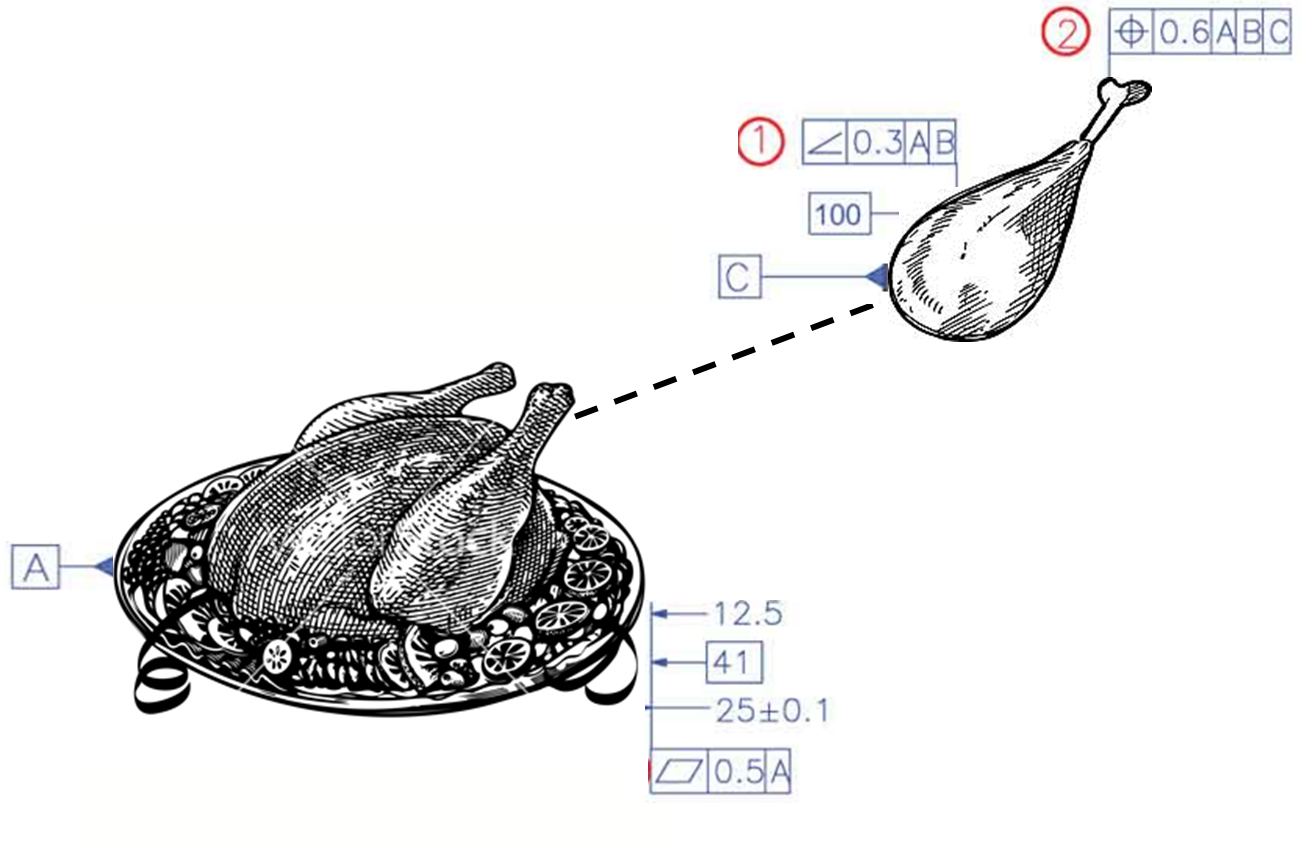
Strict adherence to proper datums and locators is important to provide uniform heat distribution during production, and proper sub-assembly dimensions and quality.

Tooling can also cause variation of overall production quality, and is important to be mindful of. With the table cloth and Thanksgiving decorations scattered on the table, we now have a profile tolerance of +/- 0.5 CM, or 5 MM, which is unacceptable. Additional safety precautions and checks need to be established to account for this error to reduce spillage and liability.
In addition, with a tolerance of 12 +/- 1 guest, it is hard to determine the optimum chair configuration. Several DoE (Design of Experiment) tests need to be conducted in order to determine the correct configuration. Additional consultants will need to be brought in (talk to the significant) to account for the additional labor [half]hours. The Tooling Supplier will need to be contacted and informed of unreasonable amounts of variation and fined accordingly.
Simulation is recommended based on historical data in order to better prepare both the tooling and the design itself. Using top of the line tools, such as a TASTE of HOME Cookbook and new computer simulated tools (CATIA), the product can be mapped out and toleranced (FT&A). Bringing this into 3DCS, an appropriate variation analysis shows that the primary contributor to variation will be BASTING. Therefore, additional measurements should be added to this process to track it thoroughly for variance during production to reduce scrap and drying. (Definitely buy a better timer and new digital thermometer)
How do we know that the dinner is ready and of appropriate quality? Haphazard measurement processes, such as the pop out thermometer, are only roughly accurate. A more indepth measurement plan will make the process more reliable and corrective action more effective by giving the user a better understanding of minute by minute quality levels.

With the measurement plan in place, proper gages (thermometers) can be placed at the respective locations and monitored in real time through the stationed quality professional (I'll be staring at the bird through the oven window at the 8 thermometers in it). This will deliver a clear picture of the product's total quality levels, rather than just checking a single part using basic locators and hand gages (the thermometer that comes in the turkey).
With a strong plan in place, and clear objectives, there is only a small percent chance for an out-of-spec product (estimated at 2.5% based on Reasons).
Utilizing modern processes and techniques, the chances for this to be a HAPPY HOLIDAY are dramatically increased.
We hope you, too, have a great holiday, and thank you for your support and business this season.


2805 Bellingham
Troy, Michigan, USA 48083
Call us: +1-248-269-9777



No Comments Yet
Let us know what you think